- پاسخگویی از ساعت 9 تا 17 میباشد.
- 02126615685
- 09123001732

نحوه تولید انواع قوطی پروفیل در بازار

نحوه تولید انواع قوطی پروفیل در بازار
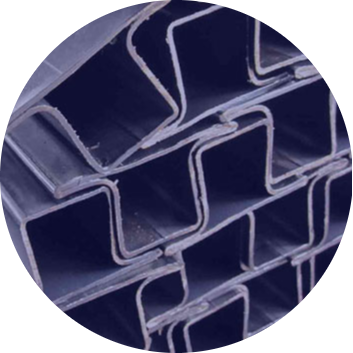
پروفیل جزو آن دسته محصولاتی است که دارای تنوع زیادی است و در زندگی امروزه کاربرد روزمرهای دارد. قوطی پروفیل به مقطعی که شبیه به جعبه با قوطی با چهار گوش باشد، گفته میشود. شکل ظاهری آنها مقاطعی بلند و سطحی ثابت است که به لوله توخالی میماند. تولید این مقاطع به دو شکل صنعتی و ساختمانی است. در ادامه قرار است به مراحل تولید و انواع قوطی پروفیل در بازار اشارههایی داشته باشیم.
پر فروشترین محصولات صنایع فولاد توفیقی





تولید قوطیها
برای ساخت پروفیل قوطی در بازارها از ورق شیمیایی خاصی استفاده میشود. عناصر موجود در ورقهای این محصولات سیلیس، کربن، گوگرد، فسفر و منگنز هستند. در حین ساخت پروفیل قوطی، ورقها به شکل کلاف هستند. این کلافها در دستگاههای برش که به شکل اتومات یا نیمهاتومات است، وارد میشود.
در این مرحله ورقها به شکل نوارهایی با عرضهای مشخص شده درمیآیند. نوارها پس از عبور از دستگاههای مختلف در غلتکهایی قرار میگیرند تا به شکل یک جعبه چهارگوش تبدیل شوند. سپس برای مشخص کردن طول پروفیلها از دستگاهی شبیه به گیوتین که دارای تیغ برنده و سنگینی است، استفاده میشود.
کارخانههای تولیدکننده قوطیها سه روش برای تولید این پروفیلها دارند. این سه روش عبارت است از روش نورد گرم، نورد سرد و روش اتصال نورد گرم و سرد. اکثرا از روش نورد گرم برای ساخت پروفیل قوطی در بازار استفاده میشود. اما پروفیلهای تزئینی و ساختمانی اکثرا از روش نورد سرد تولید میشوند. پروفیل قوطی تولید شده به روش سوم یعنی روش ترکیب نورد گرم و سرد دارای کاردهای مخصوص به خود است.

انواع پروفیل قوطی در بازار
همانطور که پیشتر اشاره شد، پروفیل در بازار دارای انواع مختلفی است. هریک از مدلهای پروفیلها مناسب برای نقش و کارکرد ویژهای است. در بازار پروفیلهای باز و بسته موجود است که برای مصارف صنعتی و ساختمانی استفاده میشود.
انواع پروفیلهای ساختمانی شامل
تیرآهن، نبشی، ناودانی، سپر آهنی، پروفیل z، کلاهی، کلاهی بس و پروفیل قوطی است. پروفیلهای قوطی موجود در بازار دارای کاربردهای گستردهای است و در مکانهای مختلفی از آن استفاده میشود. بر این اساس، جنس پروفیل قوطی تولیدی توسط کارخانهها متفاوت است و به نوع استفاده این محصول بستگی دارد. پروفیلهای قوطی میتواند از نوع آهنی، کامپوزیتی، لوله گالوانیزه، آلومینیوم باشد.
پروفیل آهن از معروفترین پروفیلها به حساب میآید و خریدوفروش زیادی در بازار دارد. این محصول در دسته پروفیلهای باز قرار دارد و بر اساس استاندارد جهانی ساخته میشود.

پروفیل قوطی کامپوزیتی
این محصول زمانی تولید شد که طراحان به این نتیجه رسیدند که نیاز به محصولی با خاصیت ضدزنگ و مقاوم در برابر خوردگی و فرسایش دارند و محصول باید بتواند در شرایط جوی مرطوب مقاوم باشد. بر این اساس پروفیل کامپوزیتی را با قابلیت تحمل و فشار بالا در مقابل ارتعاشات زلزله ساخته شد. این خصوصیت به علت ویژگی کشسانی این محصول است.
پروفیل گالوانیزه
این محصولات مقاومت بالایی در ارتفاعات دارد . قابلیت استحکام زیاد در ارتفاعاتی که میزان باد زیاد است را داراست. در مکانهایی که ارتفاع زیاد است و میزان سرعت باد بالا است، این محصول انتخاب مناسبی برای درب و پنجرهها است. علاوه بر آن، برای در و پنجرههای یوپیویسی نیز از پروفیل گالوانیزه استفاده میشود.
پروفیل آلومینیومی
این پروفیل در دو بخش صنعت و ساختمان دارای کاربردهای زیادی است. استفاده از آن برای در و پنجره به سبب وزن کم و سبکی آنها رایج است. یکی از مزایای پروفیل آلومینیومی نسبت به پروفیل آهنی این است که در مصرف انرژی بهصرفتر است. علاوه بر موارد گفته شده، بهتر است بدانید که پروفیل قوطی به لحاظ ابعاد استاندارد به دستههای پروفیل قوطی مربع و پروفیل قوطی مستطیل تقسیم میشود.
در این مطلب اشاره مختصری به تعریف پروفیل قوطی شد. سپس به نحوه تولید آن و انواع روشهای تولید پروفیل قوطی در بازار پرداختیم و انواع مختلف پروفیلهای قوطی با جنسهای مختلف را توضیح دادیم. هریک از آنها به دلیل ویژگیهای مختلفی که به سبب جنس متریال اولیهشان به وجود میآید، کاراییهای متفاوت و گستردهای دارد.

نحوه تولید قوطی پروفیل
مصالح مختلفی در ساختمانسازی استفاده میشود که یکی از آنها پروفیلها هستند. از نظر لغتی پروفیل به معنی ثابت بودن مقطع در طولی مشخص است. در زبان لاتین پروفیل به تجهیزاتی که در ساخت در و پنجره، لوله یا نمای ساختمان کاربرد دارد، اطلاق میشود.
پروفیلها از نظر شکل هندسی در دو نوع باز و بسته هستند. پروفیلهای باز در ابعاد مختلف و ضخامتهای متنوعی ساخته میشوند و در مصالح مصرفی برای ساخت تسمه، تیرآهن، میلگرد، نبشی، ناودانی، هاش و چهارپهلو استفاده میشود. از پروفیلهای بسته بیشتر برای ساخت لوله، قوطی، پروفیل در و پنجره، پیویسی و کرکرههای برقی بهره میجویند.
همه این پروفیلها دارای مراحلی یکسان در تولید هستند و از یک ماده اولیه برای ساخت آنها استفاده میشود. دستگاه تولیدکننده آنها تقریبا یکسان هستند و روش ساخت آن نیز تغییر نمیکند. در ادامه به مراحل تولید پروفیل و روشهای ساخت این محصولات اشاره خواهیم کرد و علاوه بر آن با نمایی کلی از دستگاههای تولیدکننده پروفیل نیز آشنا خپاهید شد.

مراحل تولید پروفیلها
برای اطلاع از چگونگی ساخت پروفیلها میتوان گفت که کار کارخانهها برای تولید این سازهها تبدیل ورقهای فولادی به محصول نهایی با روش نورد سرد است. در حقیقت پروفیلهای باز و بسته پس از عبور از فرایندها و عملیات ویژهای مشخص میشوند. مراحل تولید پروفیلها عبارت است از:
مرحله ۱
مرحله اول مربوط به تأمین مواد اولیه است. هماکنون کشور ما مواد اولیه برای ساخت این سازهها را از فولاد مبارکه و بخشی از آن را از طریق واردات از کشورهای آسیای میانه، برزیل و اروپا تهیه میکند. ورق مصرفی پروفیل دارای ترکیبات شیمیایی ویژهای است و خواص مکانیکی مناسبی دارد. چراکه نیاز است در طول فرایند تولید مشکلی برای تولیدکننده و مشتری ایجاد نکند.
ورقهای مناسب برای تولید پروفیل طبق استاندارد ST37.2 یا JIS G 3131 و یا G 3132 هستند و شامل عناصر سیلیس، کربن، گوگرد، فسفر و منگنزاند. در مواقع خاصی این استاندارد ممکن است تغییر یابد.
مرحله ۲
در این مرحله کلافهای خریداری شده برش داده میشوند. این کار توسط دستگاههای برش انجام میشود و درنهایت نوارهایی با عرض مشخص ایجاد میشوند. دستگاههای برش باتوجه به نحوه بهرهبرداری قسمتهای مختلفی دارند و از این رو دارای دو نوع اتومات و نیمه اتومات هستند.
پس از آنکه کلاف روی قسمت کلافگیر دستگاه برش قرار میگیرد، با چرخش کلافگیر طوقهای دستگاه باز شده و سر ورقها زیر غلتکهای صافکننده قرار میگیرند. پس از آن ورقها صاف شده و به صورت تخت درمیآیند. گیوتینها سر ورق را جدا میکنند تا برای جوشکاری آماده شوند.
ورقها با غلتکهای تغذیه به سمت شافت اصلی حرکت میکند. در اثر عبور ورق، تیغههای موجود در روی شافتهای اصلی سبب برش ورق میشوند.
ورقها در دستگاه برش به سمت جلو حرکت میکنند و درنهایت سر اولیه نوارها بریده میشود. نوارهای بریده شده توسط قسمت نوار جمعکنها در دستگاه درگیر میشوند. در این حالت میتوان داخلیترین لایه ورقها جدا میشود و به راحتی میتوان نوارها را به سمت خارج دستگاه هدایت کرد.
در آخر این مرحله، نوارها دستهبندی شده و به قسمتهای مختلف خطوط تولید در کارخانه انتقال مییابد.
مرحله 3
تولید پروفیل و قوطیها در این مرحله انجام میگیرد. تولید این محصولات به دو طریق مستقیم و غیرمستقیم انجام میگیرد و روش انتخابی به امکانات ماشین در طراحی دستگاه بستگی دارد.
قسمتهای مختلف دستگاه تولید قوطی و پروفیل عبارت است از: تغذیه نوار، گیوتین، قسمت جوش سر و ته نوار، انباره، شکلدهنده اولیه و شکلدهنده نهایی، جوش، برادهبرداری، سردکن، سایزینگ، خمش، اره اتومات، شتابدهنده، میز تخلیه.
قسمتهای مختلف دستگاهها با توجه به هدف ساخت محصولات و روشهای ساخت در تعداد و اندازه متغیر هستند. نکته مهم در تولید پروفیل آن است که اعمال اصلی دستگاه ساخت قوطی و پروفیل از مراحل ابتدایی تا تولید محصول نهایی بایستی به روش سرد انجام گیرد.
")